IK-Series-UV5
Notice Complète & Guide d'Utilisation
Merci d'avoir choisi NWS Laser¶
Toute l'équipe de NWS Laser vous remercie de votre confiance. Nous avons mobilisé tout notre savoir-faire et notre passion pour concevoir une machine de marquage et de gravure d'exception, pensée pour vous offrir une performance et une fiabilité durables. Votre satisfaction est notre plus grande récompense, et notre équipe R&D reste à votre entière disposition pour écouter vos retours et continuer à innover.
À propos de ce manuel¶
Ce manuel est destiné à tout utilisateur du système de marquage laser NWS Laser. Il fournit toutes les informations nécessaires sur la façon d’utiliser et d’entretenir la machine laser. Il contient des consignes importantes de sécurité et d'utilisation. Ce document, ainsi que toute annexe, contient des informations confidentielles et/ou privilégiées appartenant à NWS Laser. Toute divulgation, copie, distribution ou utilisation de ces informations est strictement interdite.
Respect des consignes
Respectez chaque consigne, spécialement concernant l’entretien, afin d’éviter une mauvaise utilisation qui pourrait annuler la garantie de votre machine.
Besoin d'une information non décrite ?
Puisqu’il est impossible de décrire tous les cas d'usage possibles, si vous envisagez un processus non décrit dans ce manuel, veuillez prendre contact avec le service technique de NWS LASER pour obtenir des informations adéquates et sécurisées.
Information du personnel
Tout le personnel impliqué dans l’installation, l’utilisation et l’entretien de la machine doit avoir lu et compris ce manuel.
Consignes de sécurité importantes¶
À lire et à communiquer
Ce manuel doit être impérativement communiqué aux futurs utilisateurs. Il donne des informations importantes sur le fonctionnement de la machine et les règles de sécurité applicables.
Responsabilité de l'Utilisateur¶
Danger Laser
Dès la première mise en route, l’utilisateur reconnaît être informé que la machine NWS Laser contient un système laser qui peut être dangereux.
- Par conséquent, l’utilisateur s’engage à prendre à son compte l’ensemble des responsabilités concernant l’utilisation, le stockage et la maintenance du système de marquage laser.
- L’utilisateur est responsable de tous les dommages pouvant être occasionnés aux personnes et aux matériels en cas de non-respect des normes de sécurité.
Règles générales d'Utilisation et de Sécurité¶
Restrictions d'usage¶
- La machine NWS Laser ne doit pas être utilisée par des personnes (y compris des enfants) dont les capacités physiques, sensorielles ou mentales sont réduites, ou des personnes manquant d’expérience ou de connaissances décrites dans cette notice.
- La machine NWS Laser a été conçue pour un usage à l’intérieur seulement.
- N’utilisez cet appareil que pour l’utilisation pour laquelle il est prévu.
Sécurité Électrique¶
- Branchez toujours la machine NWS Laser sur un circuit d’alimentation relié à la terre.
- Pour éviter les décharges électriques, n’utilisez pas de rallonge.
- Évitez que le cordon électrique ne touche des surfaces chaudes ou n’entre en contact avec des arêtes rugueuses ou coupantes.
- Débranchez toujours la machine NWS Laser quand vous la nettoyez ou quand vous ne l’utilisez pas.
- Installez la machine NWS Laser à un endroit où la prise est facilement accessible pour un débranchement rapide.
Sécurité Mécanique et Opérationnelle¶
- Ne jamais tenter d’ouvrir la machine NWS Laser, de démonter un carter ou toute pièce de la machine.
- Ne pas modifier, déplacer ou enlever les dispositifs de sécurité.
- Lorsque vous déplacez la machine NWS Laser, demandez à une personne de vous aider pour éviter tout dommage matériel et/ou blessure corporelle.
Environnement et Matières¶
- Ne stockez pas et n’utilisez pas d’essence ou d’autres vapeurs et liquides inflammables à proximité de la machine NWS Laser.
- Ne tentez jamais de graver des matières inflammables ou des matières qui risquent de dégager des vapeurs toxiques pendant la gravure.
- N’utilisez pas la machine NWS Laser dans des endroits humides ou à proximité de sources de chaleur.
- Utilisez toujours un système de traitement des fumées et des particules. Une prise de connexion est prévue, dans certains cas, à l’arrière de la machine pour cela. Si aucune prise n'est prévue, vous devez installer un système de captage des fumées et poussières (buses, tuyaux...). Rapprochez-vous de votre chef de projet NWS Laser si vous avez des interrogations.
En cas d'anomalie¶
- Ne faites pas fonctionner la machine NWS Laser avec un cordon endommagé ou si elle est tombée ou est endommagée. Appelez notre service technique.
- Si vous entendez des bruits étranges, si vous sentez des odeurs inhabituelles et/ou si vous détectez de la fumée, débranchez-la immédiatement et contactez notre service technique.
Mise en route
Il est très important de respecter scrupuleusement les étapes de mise en route de votre machine NWS Laser.
Normes et Réglementations¶
Normes applicables
Au cours de l’utilisation et de l’entretien du système laser, l’utilisateur est tenu de suivre et de faire respecter les normes de sécurité appropriées pour travailler avec un laser de classe 4.
(Normes NF EN 60825-1 ; EN 207 ; EN208 – Directives 2006/25/CE, 2006/42/CE et 2009/104/CE – Décret 2010-750 du code du travail).
Mentions Légales¶
Exclusion des garanties¶
NWS LASER n’offre aucune garantie ou représentation quant à l’exactitude de l’information contenue dans ce manuel. L’ensemble du contenu vous est présenté sans garantie de quelque sorte. NWS LASER nie toute garantie ou condition écrite ou verbale, légale ou expresse ou implicite.
Limites de responsabilités¶
NWS LASER n’est pas responsable de tout dommage, direct ou indirect, découlant de l’utilisation ou de l’incapacité à utiliser tout matériau, produit ou service.
Copyrights¶
Tous droits réservés. Les photos, illustrations et informations contenues dans ce manuel sont protégées par droit d’auteur et ne peuvent pas être copiées ou utilisées sans le consentement écrit de NWS LASER. Toutes les marques et logos sont la propriété de NWS LASER.
Symboles utilisés dans ce manuel¶
Danger général : Ce symbole indique la nécessité de lire attentivement le manuel ou nécessite une manœuvre importante ou une opération de maintenance.
Danger émission laser : Ce symbole indique le danger d'exposition aux rayonnements laser visibles ou invisibles. Il peut également apparaître sur la machine, dans la zone à risque, lorsque le rayonnement laser dépasse les seuils dangereux.
Danger risque de feu : Ce symbole indique le risque d'incendie lors de la manipulation de matériaux inflammables.
Danger température élevée : Ce symbole indique une température élevée, risque de brulure.
Danger risque d'écrasement des mains : Ce symbole indique un risque d'écrasement ou de pincement des mains et/ou des doigts.
Danger risque électrique : Ce symbole indique un risque électrique élevé et la nécessité de respecter les conditions de sécurité.
Sécurité Laser : Comprendre et Prévenir les Risques¶
L'utilisation des lasers, bien que courante dans de nombreux domaines industriels, médicaux et de recherche, présente des risques significatifs qui nécessitent une compréhension approfondie et des mesures de sécurité strictes. Une exposition incorrecte ou non protégée à un rayonnement laser peut entraîner des dommages irréversibles aux yeux, des brûlures cutanées graves et même des incendies. Ce document a pour but de détailler ces risques et de présenter les mesures de prévention essentielles pour garantir un environnement de travail sûr.
Risques pour les Yeux¶
Les yeux sont extrêmement vulnérables aux rayonnements laser, car le cristallin peut focaliser un faisceau laser sur la rétine, augmentant ainsi sa densité de puissance et son potentiel de dommage de manière exponentielle. Les lésions oculaires constituent le danger le plus grave associé à l'utilisation des lasers. [1]
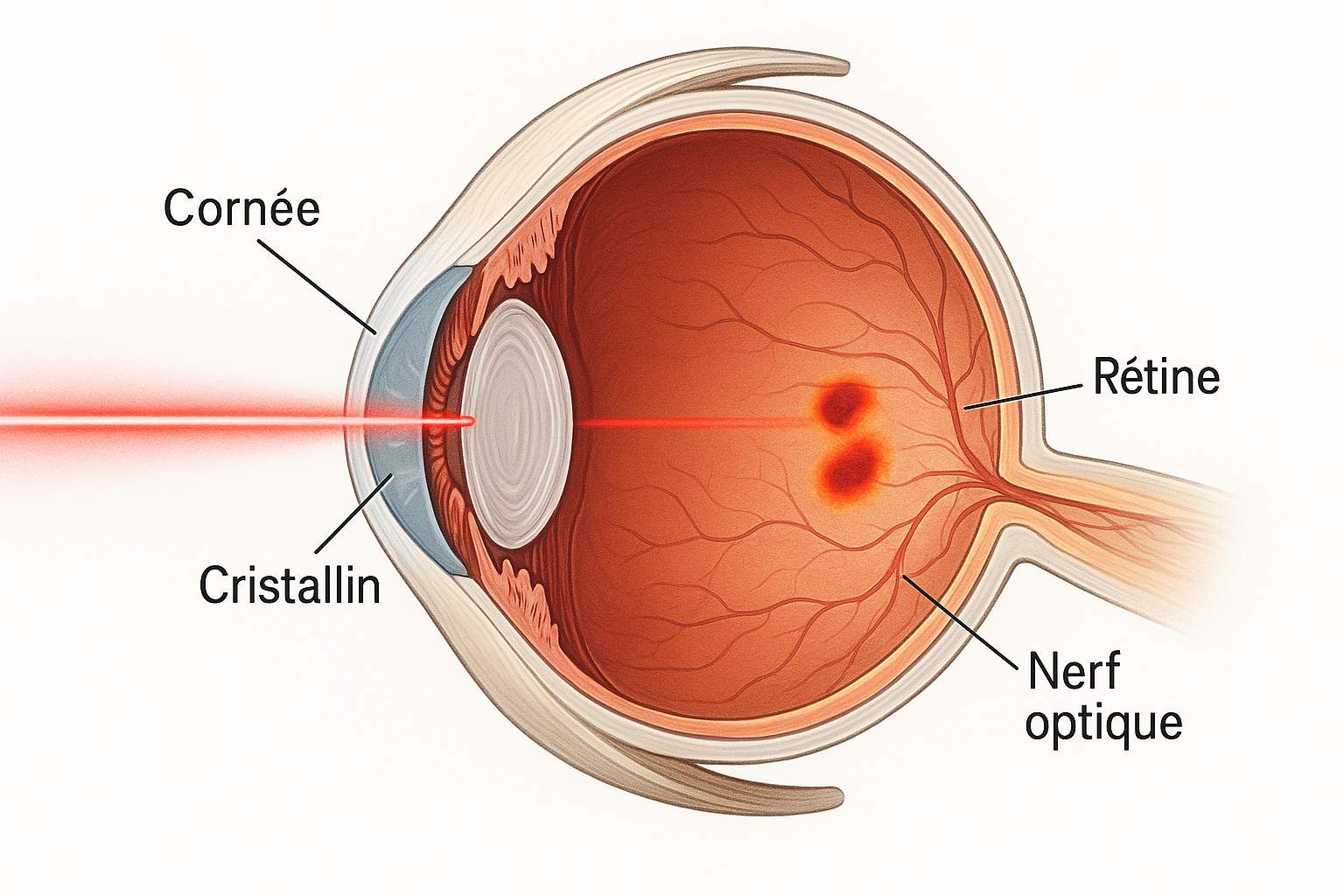
Les dommages dépendent de la longueur d'onde du laser. Les longueurs d'onde courtes (proche infrarouge à visible) peuvent traverser les structures antérieures de l'œil et être absorbées par la rétine, provoquant des dommages permanents à la vision centrale. Les longueurs d'onde plus longues (infrarouge moyen et lointain) sont absorbées par la cornée et peuvent provoquer des brûlures douloureuses mais généralement non permanentes. [2]
| Longueur d'onde | Tissus oculaires affectés | Type de dommage potentiel |
|---|---|---|
| UV (UVB/UVC) | Cornée, Cristallin | Kératoconjonctivite, Cataracte (exposition chronique) [3] |
| Visible et proche IR | Rétine | Lésions rétiniennes permanentes, cécité |
| Moyen et lointain IR | Cornée | Brûlures cornéennes |
Risques pour la Peau¶
L'exposition de la peau à un faisceau laser, en particulier ceux de haute puissance (Classe 3B et 4), peut provoquer des lésions graves. Les effets vont de l'érythème (rougeur) à des brûlures profondes et à la carbonisation des tissus. [3]
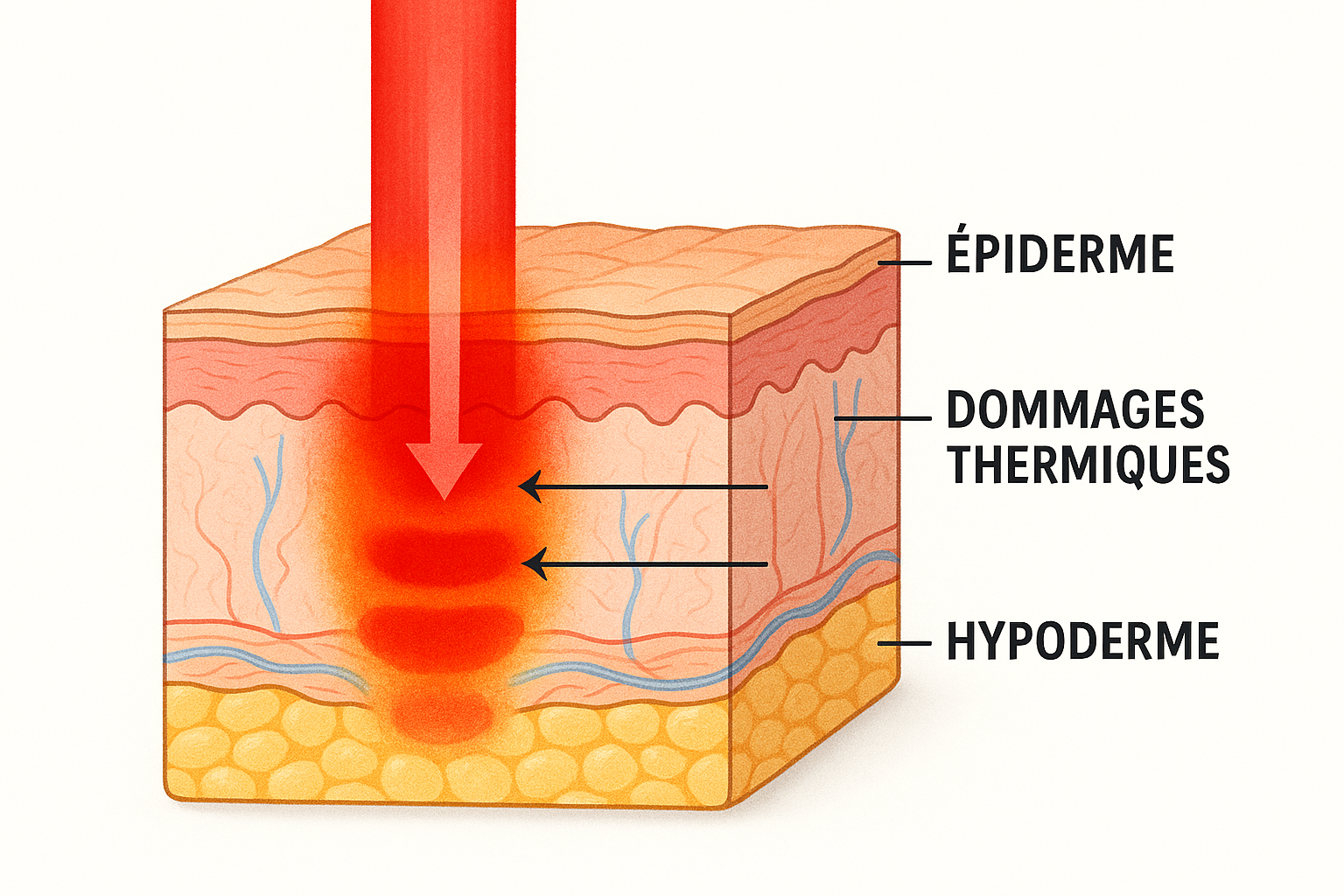
Le danger dépend de la puissance du laser, de la durée d'exposition, de la pigmentation de la peau et de la zone exposée. Les rayonnements ultraviolets (UV) et infrarouges (IR) sont particulièrement agressifs car ils sont fortement absorbés par les tissus cutanés. [3]
Risques d'Incendie¶
Les lasers de haute puissance, en particulier ceux de Classe 4, génèrent une chaleur intense capable d'enflammer des matériaux combustibles. Ce risque est particulièrement présent dans les environnements de laboratoire et industriels où des solvants, des plastiques, des tissus ou d'autres matériaux inflammables peuvent se trouver à proximité du faisceau laser. [2]
Il est impératif de maintenir la zone de travail exempte de tout matériau inflammable et de disposer d'équipements d'extinction appropriés, tels qu'un extincteur et un bassin d'eau, à proximité immédiate de la zone d'opération du laser. [2]
Risques électriques¶
Une tension électrique dangereuse est présente dans le système laser. Cette tension peut être encore présente lorsque l'alimentation du système est débranchée.
![]()
L'ouverture du système laser expose l’utilisateur à des dangers. Une intervention inappropriée ou effectuée par un personnel non habilité expose à des risques d’électrocution, ainsi qu’à des dangers d’utilisation. Toute tentative d’ouverture du système laser ou d’un de ses composants annulera la garantie. Ne jamais faire fonctionner le système avec les façades ou capotages enlevées.
Classification des Lasers¶
Les lasers sont classés en fonction de leur potentiel de danger pour les yeux et la peau. Cette classification, définie par des normes internationales (IEC 60825-1), est essentielle pour déterminer les mesures de sécurité requises. [1]
| Classe | Danger | Exemples |
|---|---|---|
| 1 / 1M | Sûr dans des conditions normales d'utilisation. | Lecteurs CD/DVD, imprimantes laser |
| 2 / 2M | Faible puissance, visible. Le réflexe de clignement protège. | Scanners de codes-barres |
| 3R | Danger modéré. L'exposition directe est potentiellement dangereuse. | Pointeurs laser |
| 3B | Dangereux pour les yeux en cas d'exposition directe. | Lasers de recherche, projecteurs de spectacle |
| 4 | Très dangereux. Risque pour les yeux et la peau, risque d'incendie. | Lasers industriels, chirurgicaux |
Mesures de Prévention et Équipement de Protection¶
La prévention des accidents laser repose sur une combinaison de contrôles techniques, de procédures administratives et d'équipements de protection individuelle (EPI).
- Contrôles techniques : Utilisation de boîtiers de protection, de systèmes de verrouillage et de signaux d'avertissement lumineux.
- Procédures administratives : Formation du personnel, zones de contrôle laser délimitées et signalisées, et nomination d'un responsable de la sécurité laser (LSO).
- Équipement de Protection Individuelle (EPI) : Le port de lunettes de protection spécifiques à la longueur d'onde du laser utilisé est obligatoire pour toute personne se trouvant dans la zone de danger. Des gants et des vêtements de protection ignifuges peuvent également être nécessaires. [2]
Équipements de protection individuelle¶
Lors de la proximité avec des sources laser de classe 3B/4, des équipements de protection individuelle appropriés tels que des lunettes de sécurité doivent être utilisés. Le filtre de lunettes approprié minimum doit avoir une DENSITÉ OPTIQUE (D.O.) suffisante pour réduire l'intensité du rayonnement à des niveaux acceptables pour l'œil. Le filtre des lunettes doit avoir un indice d'échelle adéquat (LB) conforme à la norme européenne EN207 qui s'applique aux protecteurs oculaires utilisés pour la protection contre l'exposition accidentelle au rayonnement laser (EPI). L'indice d'échelle adéquat est résumé ci-dessous.
Protection oculaire - Filtres contre le rayonnement laser accidentel @1064nm¶
| Caractéristique | Valeur |
|---|---|
| Longueur d'onde | 1064nm |
| Mode | Q-switched |
| Densité optique | DO >7 |
| Indice d'échelle (EN207) | RLB6 +DLB6 |
| Transmission de lumière visible | TLV>30% |
| Marquage | 1064 DIR LB6 |
Indice d'échelle LB6 : L'indice d'échelle LB6 garantit que le filtre résiste au rayonnement Q-switched direct pendant 5 secondes.
Limite des lunettes de protection : Notez que les lunettes de protection protègent contre l’énergie diffusée ou réfléchie, mais ne sont pas conçues pour protéger d’une exposition directe au faisceau. Ne regardez jamais directement dans l’ouverture de sortie du laser, ni les réflexions du faisceau sur des surfaces métalliques ou spéculaires. En dehors du risque pour les yeux, une exposition directe et prolongée au rayonnement laser peut également causer de graves lésions cutanées.
Conclusion¶
La sécurité laser est une responsabilité partagée. Une compréhension claire des risques associés aux yeux, à la peau et aux incendies, ainsi que le respect rigoureux des classifications et des mesures de prévention, sont indispensables pour prévenir les accidents. En adoptant une culture de la sécurité et en utilisant systématiquement les équipements de protection appropriés, il est possible d'exploiter la puissance de la technologie laser tout en garantissant la sécurité de tous.
NWS Laser propose, dans sa Laser-Academy, une formation "Sécurité laser niveau 1 - opérateur". Voir la formation
Références¶
[1] Occupational Safety and Health Administration (OSHA). "Laser Hazards". https://www.osha.gov/laser-hazards/hazards
[2] Smalley, P. J. (2011). "Laser safety: Risks, hazards, and control measures". Laser therapy, 20(2), 95–106. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC3799025/
[3] Institut National de Recherche et de Sécurité (INRS). "Rayonnement laser". https://www.inrs.fr/risques/rayonnements-optiques/rayonnement-laser.html
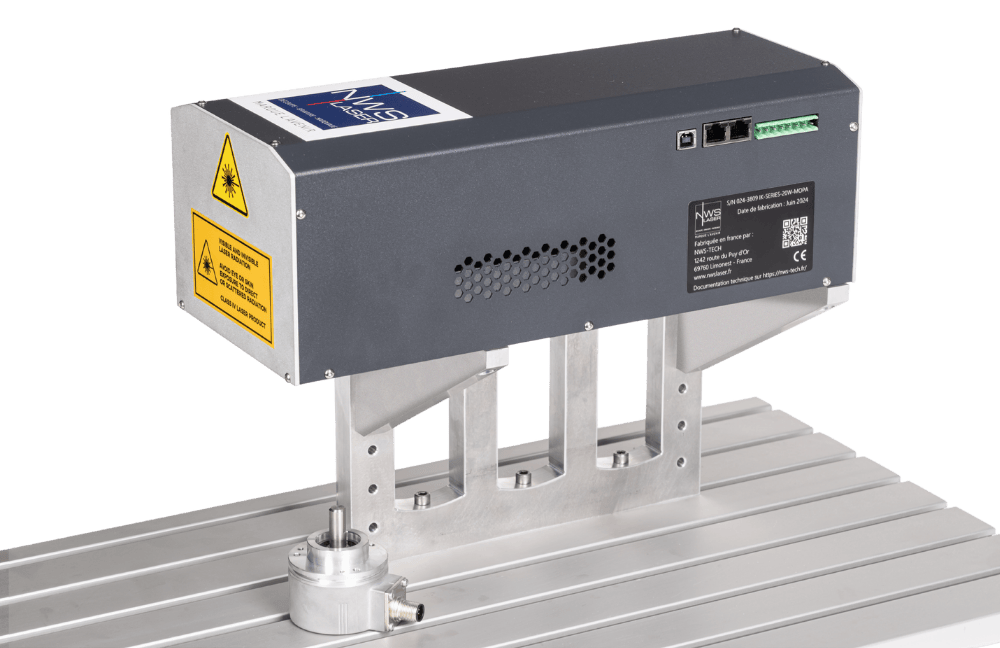
1. Description du Produit¶
Le dispositif laser IK-SERIES-UV5 est un laser DPSS UV (longueur d'onde 355nm), conçu pour être intégré à des machines ou assemblé à d'autres composants afin de constituer un système de marquage laser performant. Ce laser délivre un faisceau laser de haute puissance crête à 355 nm sur la cible. Le faisceau est dévié par un système de balayage X-Y et focalisé sur un point très petit (quelques microns) grâce à une lentille F-Theta. L'irradiance (W/cm²) de ce point est si élevée qu'elle vaporise ou grave le matériau.
Le laser IK-SERIES est équipé de différentes fonctions
- Communication avec le PC de commande : via un port Ethernet TCP/IP ou par USB.
- Pilotage d'un moteur : La fonction de pilotage moteur est extrêmement puissante. Elle intègre une carte d'axe interne, complètement programmable et la partie puissance pour commander un moteur pas à pas (jusqu'à 4A/Phase).
- Des Entrées / sorties multifonctions : Pour lancer un marquage, connaître l'état du laser, ces E/S sont configurables depuis le logiciel du laser. Vous pouvez ainsi piloter un axe Z ou un axe roratif.
- Des fonctions optionnelles : Caméra de vision pour la lecture de code 1D/2D ou OCR (reconnaissance de caractère), capteur laser pour mesurer la distance avec la pièce à marquer..
Classification du laser¶
Classification du laser IK-SERIES¶
Restrictions d'usage¶
Ce composant laser est un produit laser de classe 4 selon la norme IEC 60825-1:2014, doté d'une source laser invisible de classe 4 et d'un faisceau de visée visible en classe 2. La gamme IK-SERIES est conçue et fabriquée pour être intégrée par un fabricant qualifié à d'autres composants afin de constituer un système de marquage laser complet ou une machine de traitement laser.
Danger émission laser : Le personnel chargé d'intégrer et d'utiliser ce dispositif laser de classe 4 dans la machine de traitement laser finale doit être formé professionnellement pour son travail spécifique et doit lire ce manuel et porter une attention particulière aux règles de sécurité dans les sections pertinentes à son travail.
Laser destiné aux intégrateurs qualifiés¶
En l'état, ce dispositif laser IK-SERIES ne répond pas à toutes les exigences de sécurité applicables aux produits laser vendus à d'autres fabricants pour être utilisés comme composant d'un système destiné à être vendu ultérieurement à un utilisateur final. Ce produit est vendu exclusivement aux intégrateurs qualifiés, qui doivent assurer son intégration et mettre en œuvre tous les dispositifs de sécurité requis par les directives européennes ou la réglementation nationale du pays où le produit fini sera utilisé. Si vous n'êtes pas un intégrateur qualifié dans les domaines du traitement laser, ne surtout pas utiliser ce matériel.
Danger émission laser : L'utilisation du dispositif laser IK-SERIES est autorisée après son incorporation dans un système laser dans lequel le fabricant de l'ensemble de la machine a pris toutes les mesures de sécurité liées à l'utilisation prévue (voir EN ISO11553-1 – Sécurité des machines laser ; utilisées dans un lieu restreint/contrôlé/public).
Danger général : Le dispositif laser IK-SERIES est destiné à être intégré dans des machines ou à être assemblé avec d'autres équipements pour constituer une machine de traitement laser à l'intérieur d'un boîtier de sécurité et connecté à d'autres appareils électriques. NWS Laser s'engage à mentionner la classification du produit et tous les avertissements connexes dans toute la documentation descriptive/publicitaire relative au produit.
2. Intégration Mécanique¶
Cette section détaille les prérequis mécaniques pour l'installation du module laser au sein de votre équipement, ainsi que les principes d'alignement et d'encombrement pour garantir un fonctionnement optimal.
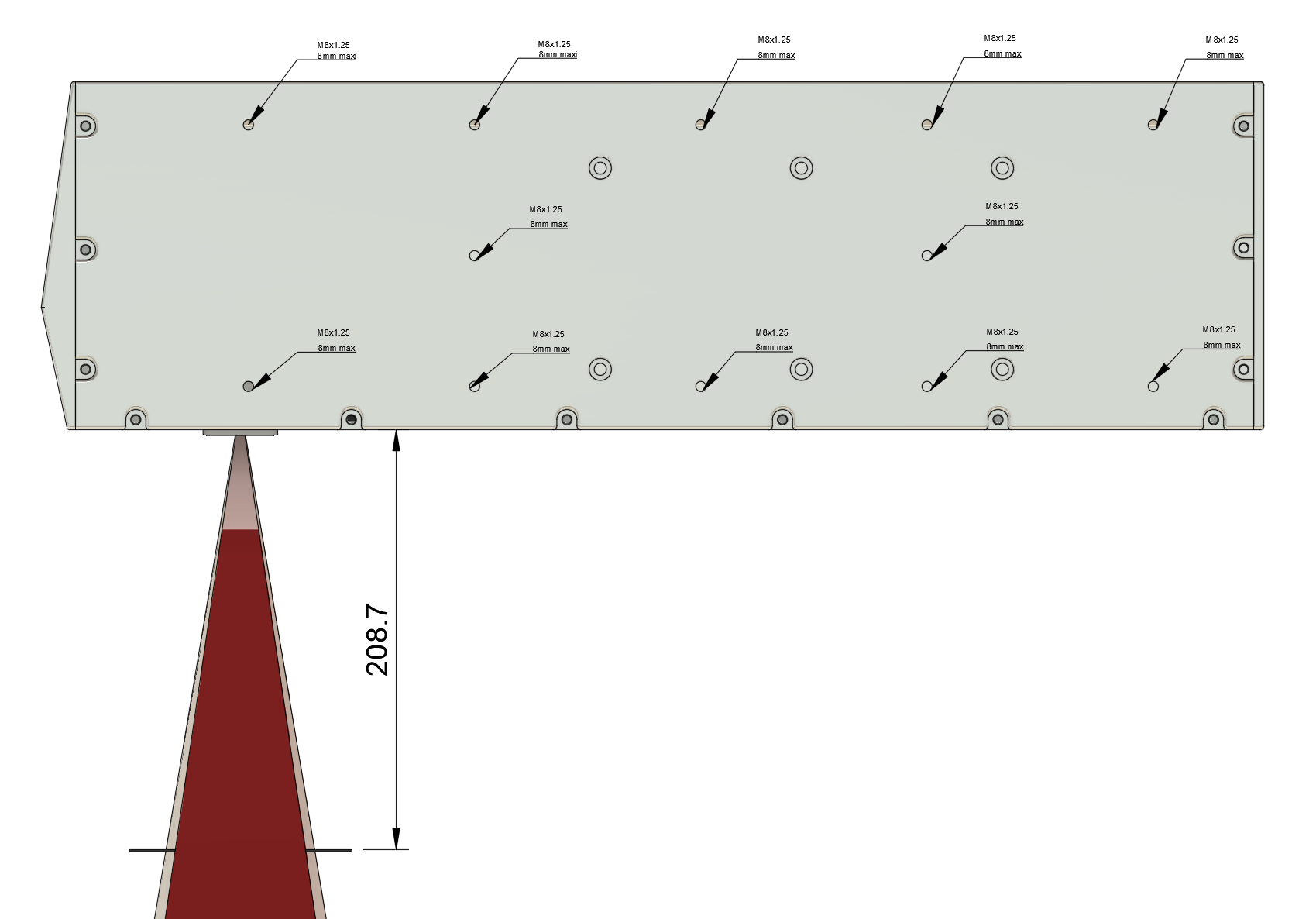
2.1 Fixation du module laser¶
Le système laser est conçu pour être fixé par sa platine latérale (située sur le côté de l'appareil).
- Points de fixation : Cette platine est équipée de 12 taraudages M8.
- Contrainte critique : La profondeur maximale de filetage utile est de 8 mm.
- Entraxe : Se référer au fichier 3D du laser pour l’entraxe de fixation.
ATTENTION : L'utilisation de vis trop longues dépassant cette profondeur d'insertion de 8 mm à l'intérieur de la platine peut endommager irrémédiablement les composants internes du laser. Veillez à dimensionner vos vis en tenant compte de l'épaisseur de votre support d'intégration.
2.2 Distance focale et Zone de marquage¶
Pour obtenir une gravure nette et précise, la pièce à marquer doit être positionnée exactement au niveau du plan focal du laser.
- Distance focale : Elle est de 208,7 mm, mesurée de manière stricte entre la face inférieure de la platine basse du laser et la surface supérieure de la pièce à graver.
- Zone de marquage : Le champ de tir du laser couvre une surface maximale de 110 x 110 mm.
- Aide à l'intégration CAO : Pour faciliter la conception de votre outillage, le modèle 3D fourni intègre un carré rouge de 110 x 110 mm. La surface supérieure de ce carré virtuel matérialise le plan focal exact. Vous devez donc faire coïncider la surface à graver de votre pièce avec la face supérieure de ce carré rouge dans votre assemblage 3D.
2.3 Intégration de la caméra de relecture¶
Le système est équipé d'une caméra permettant la relecture de la zone gravée.
- Champ de vision : Dans le modèle 3D, la zone de visibilité de la caméra est modélisée par un prisme rouge.
- Recommandation d'intégration : Lors de la conception de votre machine, assurez-vous qu'aucun élément mécanique (bridage, capotage, câblage) ne vienne interférer avec ou obstruer le volume délimité par ce prisme rouge, sous peine de bloquer le champ de vision de la caméra.
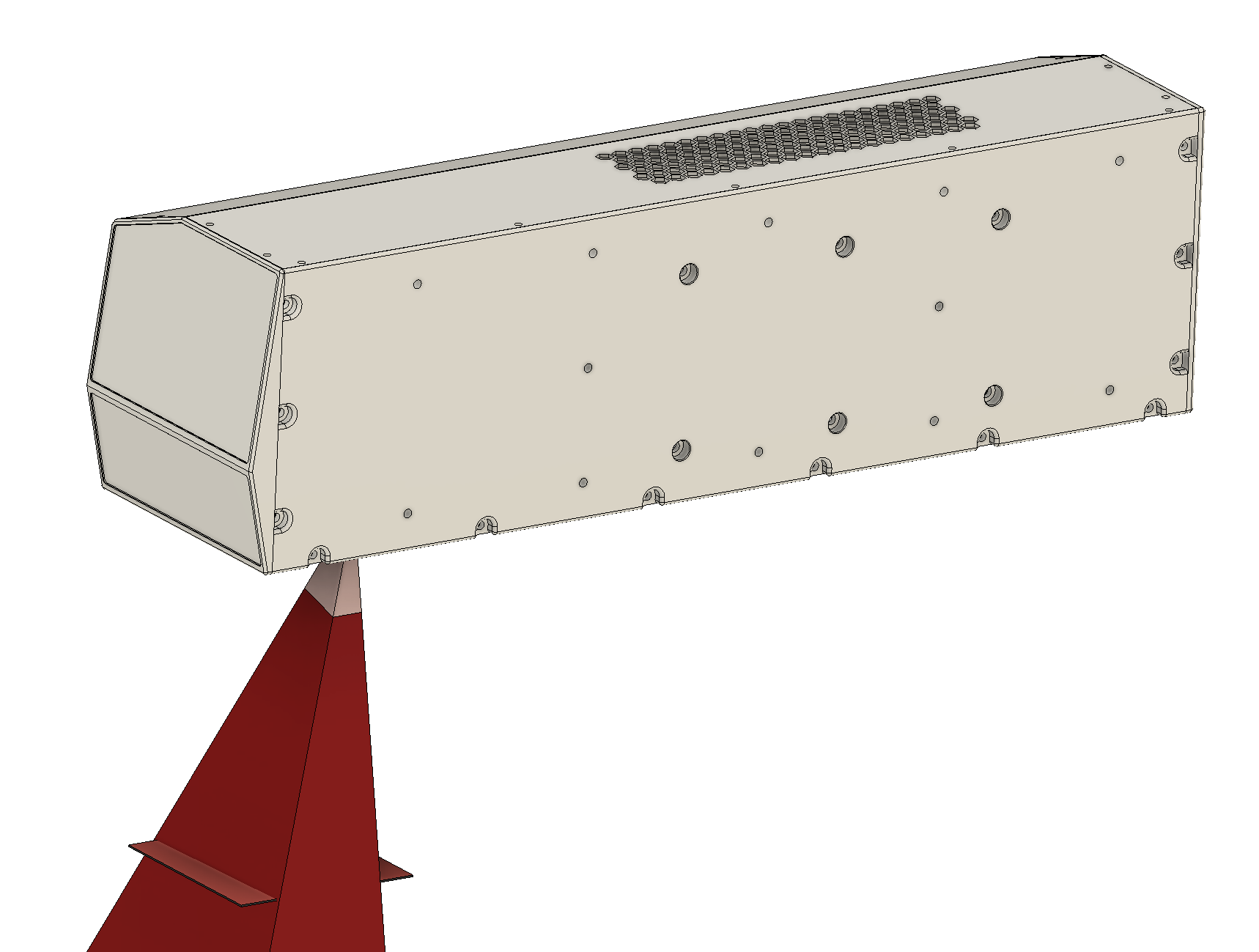
2.4 Dégagements, Ventilation et Connectique¶
Afin de garantir le refroidissement et le bon raccordement du système, des espaces de dégagement doivent être prévus autour du laser :
- Ventilation : Il est impératif de ne pas obstruer les sorties d'air situées sous le laser ainsi que sur le carter. Un blocage de ces aérations pourrait entraîner une surchauffe du système.
- Connectique arrière : Prévoyez un espace libre de 100 mm minimum à l'arrière du module laser. Ce dégagement est nécessaire pour le passage, le branchement et le rayon de courbure des câbles de connectique sans créer de contraintes mécaniques.
3. Intégration Électrique¶
Cette section détaille les prérequis électriques pour l'installation du module laser au sein de votre équipement, ainsi que les principes d'alignement et d'encombrement pour garantir un fonctionnement optimal.
3.1 Configuration des Connecteurs (Gamme IK-SERIES)¶
Cette page détaille la configuration des broches pour les principaux connecteurs de l'équipement.
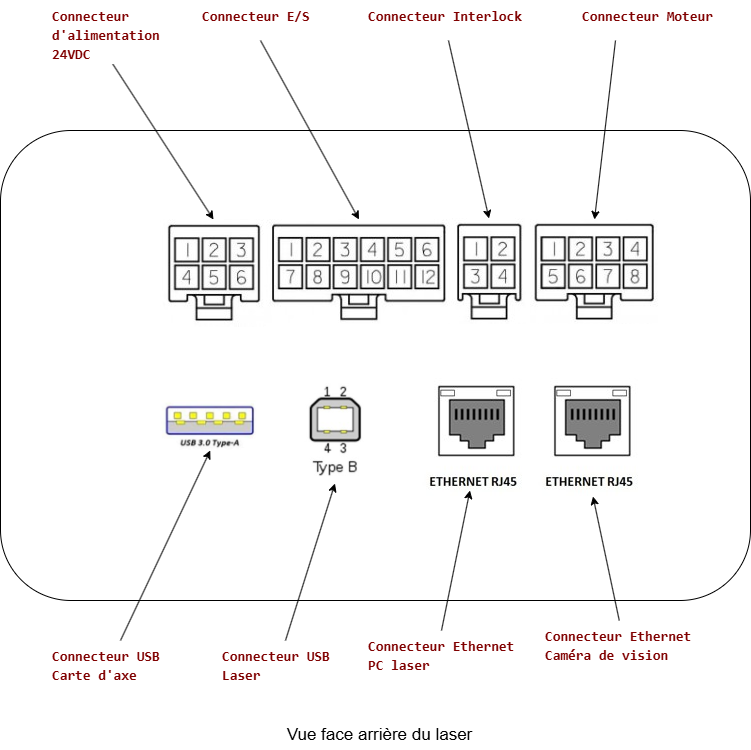
3.1.1 Connecteur d'alimentation 24VDC (6 broches)¶
Ce connecteur fournit l'alimentation principale 24VDC à l'appareil.

| Broche | Couleur câble | Désignation |
|---|---|---|
| 1 | MARRON | +24VDC IN |
| 2 | GRIS | +24VDC IN |
| 3 | BLEU | 0VDC IN |
| 4 | NOIR | 0VDC IN |
| 5 | Jaune/Vert | Terre |
| 6 | NC | NC |
Référence du câble longueur 5m optionnel
IKS-CA-PW5
3.1.2 Connecteur Interlock (4 broches)¶
Ce connecteur gère la boucle de sécurité (interlock). Les contacts sont secs et se ferment lorsque la chaîne de sécurité est active (par exemple, porte fermée et verrouillée).
Certification du Niveau de Performance (PL d) du circuit Interlock Conformité à la norme EN ISO 13849-1 Le système de verrouillage de sécurité (Interlock) de ce laser de marquage a été conçu, développé et intégré de manière à répondre aux exigences de la norme EN ISO 13849-1 relative à la sécurité des machines et aux parties des systèmes de commande relatives à la sécurité.
• Architecture matérielle et composants La conception du circuit de sécurité garantit un Niveau de Performance d (PL d) / Catégorie 3. Ce niveau élevé de fiabilité sécuritaire, qui prévient tout tir laser intempestif ou accidentel, est assuré par la combinaison des éléments suivants :
• Architecture Redondante (Catégorie 3) : Le circuit d'interlock repose sur un câblage à double canal. La redondance des contacts matériels permet de s'assurer qu'une défaillance matérielle unique sur l'un des canaux n'entraîne en aucun cas la perte de la fonction de sécurité.
• Haute fiabilité des composants (MTTFd) : Les relais, contacteurs et composants électroniques constituant la chaîne de sécurité ont été rigoureusement sélectionnés. Leur Temps Moyen avant Défaillance Dangereuse (MTTFd) est qualifié d'élevé.
• Couverture de Diagnostic (DC) : Le système intègre des mécanismes de surveillance capables de détecter et de signaler une défaillance (comme le collage d'un contact) avant qu'une nouvelle sollicitation de la machine ne présente un risque.
Fonctionnement : Dès l'ouverture de la boucle d'interlock (ex: ouverture des portes de l'enceinte de marquage ou appui sur l'arrêt d'urgence), le système matériel coupe instantanément l'alimentation ou le signal d'émission de la source laser. L'intégrité de la sécurité physique de l'opérateur est ainsi garantie à 100 %.

| Broche | Couleur câble | Désignation |
|---|---|---|
| 1 | MARRON | CANAL 1 DÉPART |
| 2 | JAUNE | CANAL 1 RETOUR |
| 3 | BLANC | CANAL 2 DÉPART |
| 4 | VERT | CANAL 2 RETOUR |
Note : Un contact sec doit être établi entre les broches 1-2 et entre les broches 3-4 lorsque la porte est verrouillée et que la chaîne de sécurité est validée.
Note : L'entrée OPTON IN 5 est le reflet de l'état de l'interlock.
Référence du câble longueur 5m optionnel
IKS-CA-IL5
3.1.3 Connecteur Moteur (8 broches)¶
Ce connecteur contrôle le moteur pas-à-pas et reçoit les signaux du fin de course.
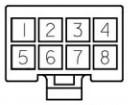
| Broche | Couleur câble | Désignation |
|---|---|---|
| 1 | BLANC | +24VDC OUT |
| 2 | MARRON | 0VDC REF |
| 3 | VERT | LIMIT SWITCH |
| 4 | NC | NC |
| 5 | JAUNE | A+ MOTEUR |
| 6 | GRIS | A- MOTEUR |
| 7 | ROSE | B+ MOTEUR |
| 8 | BLEU | B- MOTEUR |
Note : L'interrupteur de fin de course "LIMIT SWITCH" est un capteur inductif de type PNP.
Référence du câble longueur 5m optionnel
IKS-CA-MP5
3.1.4 Connecteur E/S (12 broches)¶
Ce connecteur regroupe les entrées et sorties numériques pour le contrôle des opérations de marquage.
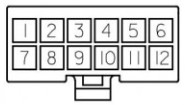
| Broche | Couleur câble | Désignation |
|---|---|---|
| 1 | BLANC | +24VDC OUT |
| 2 | MARRON | 0VDC REF |
| 3 | VERT | ENTRÉE START MARK |
| 4 | JAUNE | ENTRÉE STOP MARK |
| 5 | GRIS | ENTRÉE OPTO_IN_2 |
| 6 | ROSE | ENTRÉE OPTO_IN_3 |
| 7 | BLEU | ENTRÉE OPTO_IN_4 |
| 8 | ROUGE | SORTIE LASER ACTIF |
| 9 | NOIR | SORTIE MARQUAGE EN COURS |
| 10 | VIOLET | SORTIE OPTO_OUT_3 |
| 11 | ORANGE | SORTIE OPTO_OUT_4 |
| 12 | TURQUOISE | SORTIE OPTO_OUT_5 |
3.1.5 Spécifications Électriques¶
Les entrées et sorties de ce connecteur présentent les caractéristiques électriques suivantes :
Entrées : Les entrées acceptent une tension de 5 à 24VDC, référencée au 0VDC REF. Elles sont compatibles avec la plupart des signaux logiques industriels standards.
Sorties : Les sorties fournissent une tension de 24VDC, référencée au 0VDC REF, avec un courant maximum de 200mA par sortie. Cette capacité permet de piloter directement des voyants LED, des relais ou d'autres dispositifs de signalisation.
Référence du câble longueur 5m optionnel
IKS-CA-ES5
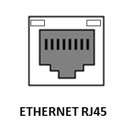
3.1.6 Connecteur Ethernet laser¶
Ce connecteur permet de connecter le laser au travers d'une liaison Ethernet. Cette liaison peut servir à piloter le laser :
• Directement depuis un PC Windows en Ethernet TCP/IP (en standard),
• Au travers d'un réseau industriel Profinet (en option),
• Au travers d'un réseau industriel Ethernet/IP (en option),
• Au travers d'un réseau MQTT (en option).
Référence du câble longueur 5m optionnel
IKS-CA-ETHL
3.1.7 Connecteur Ethernet Caméra de vision¶
Ce connecteur permet de connecter la caméra de vision ou le lecteur de code sur votre système au travers d'une liaison Ethernet.
Référence du câble longueur 5m optionnel
IKS-CA-ETHV
3.1.8 Connecteur USB - Laser¶
Ce connecteur permet de connecter le laser à un PC au travers d'une liaison USB de type B.
Référence du câble longueur 5m optionnel
IKS-CA-USBB
3.1.9 Connecteur USB - Carte d'axe¶
Ce connecteur permet de connecter la carte d'axe intégrée au laser au travers d'un connecteur de type C.
Référence du câble longueur 5m optionnel
IKS-CA-USBC
4. Installation et Configuration du logiciel SAMLight¶
4.1 Prérequis¶
Avant de procéder à l'installation, veuillez vérifier que vous disposez des éléments suivants :
- L'exécutable d'installation du logiciel SAMLIGHT.
- Les fichiers de configuration.
- Le fichier de correction optique.
- Le laser IK-SERIES alimenté et connecté en USB à votre ordinateur.
Vous pouvez télécharger le logiciel et les fichiers de configuration en cliquant sur le lien suivant : 📥 Télécharger le logiciel SAMLight (Logiciel + Configuration )
4.2 Installation du logiciel SAMLIGHT¶
- Effectuez un clic droit sur l'exécutable pour lancer l'assistant d'installation en tant qu'administrateur.
- Suivez les instructions à l'écran. Il est fortement recommandé de conserver les répertoires d'installation par défaut.
- Une fois l'installation terminée, ne lancez pas le logiciel immédiatement.
4.3 Intégration des fichiers de configuration¶
Cette étape permet d'appliquer les paramètres de configuration spécifiques à votre système de marquage.
- Copiez l'ensemble des fichiers contenus dans le dossier
config. - Collez les fichiers à l'emplacement suivant :
C:\scaps\sam2d\system - Confirmez le remplacement des fichiers existants si Windows vous y invite en sélectionnant "Remplacer les fichiers dans la destination".
4.4 Ajout du fichier de correction optique¶
Le fichier de correction optique est indispensable pour compenser les distorsions de la lentille et garantir la précision géométrique de votre marquage laser.
- Copiez le fichier
correction <modèle laser>.ucf. - Collez le fichier à l'emplacement suivant :
C:\scaps\sam2d\usc1
4.5 Configuration système via SC-Setup¶
Cette étape permet de lier le logiciel à votre licence via un mot de passe de sécurité.
- Ouvrez l'explorateur de fichiers et naviguez jusqu'au dossier des outils SAMLIGHT :
C:\scaps\sam2d\tools - Double-cliquez sur le fichier
sc_setup.exepour l'exécuter. - Le système vous demandera d'entrer un mot de passe.
- Copiez votre mot de passe complet et collez-le dans la première case de la fenêtre.
- Appuyez deux fois sur la touche Entrée de votre clavier pour valider.
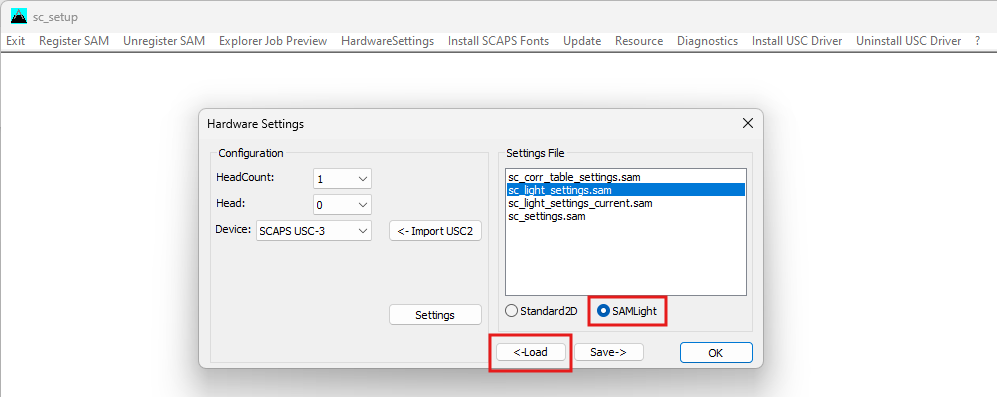
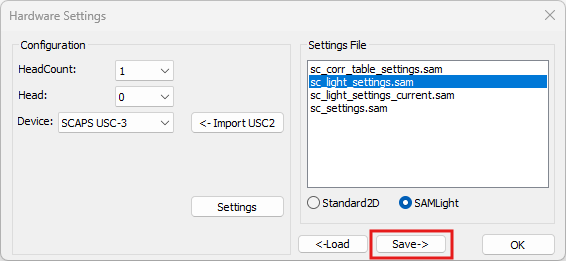
- Cliquez ensuite sur le bouton hardware settings. Une nouvelle boîte de dialogue s'affiche.
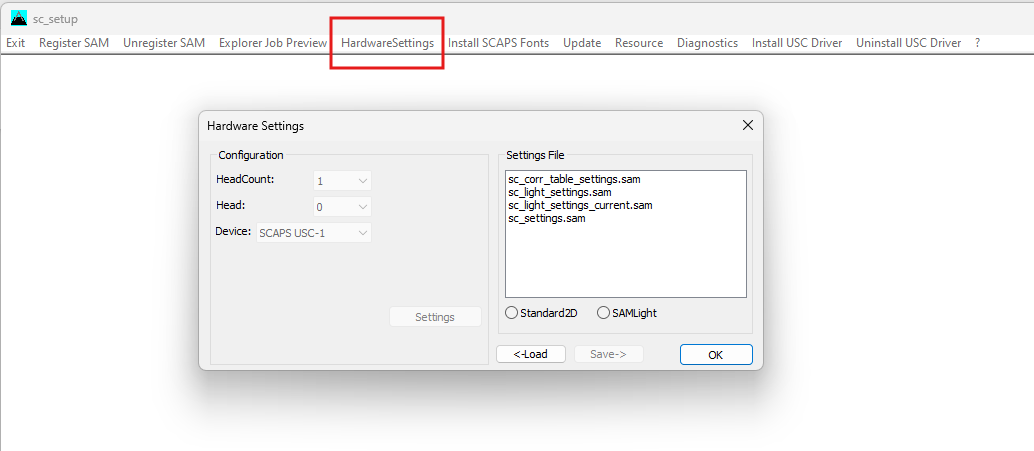
- Cochez la case samlight, puis cliquez sur le bouton load.
Écriture des paramètres
Cette étape est essentielle, elle sert à écrire les paramètres systèmes directement dans la carte de pilotage du laser IK-SERIES.
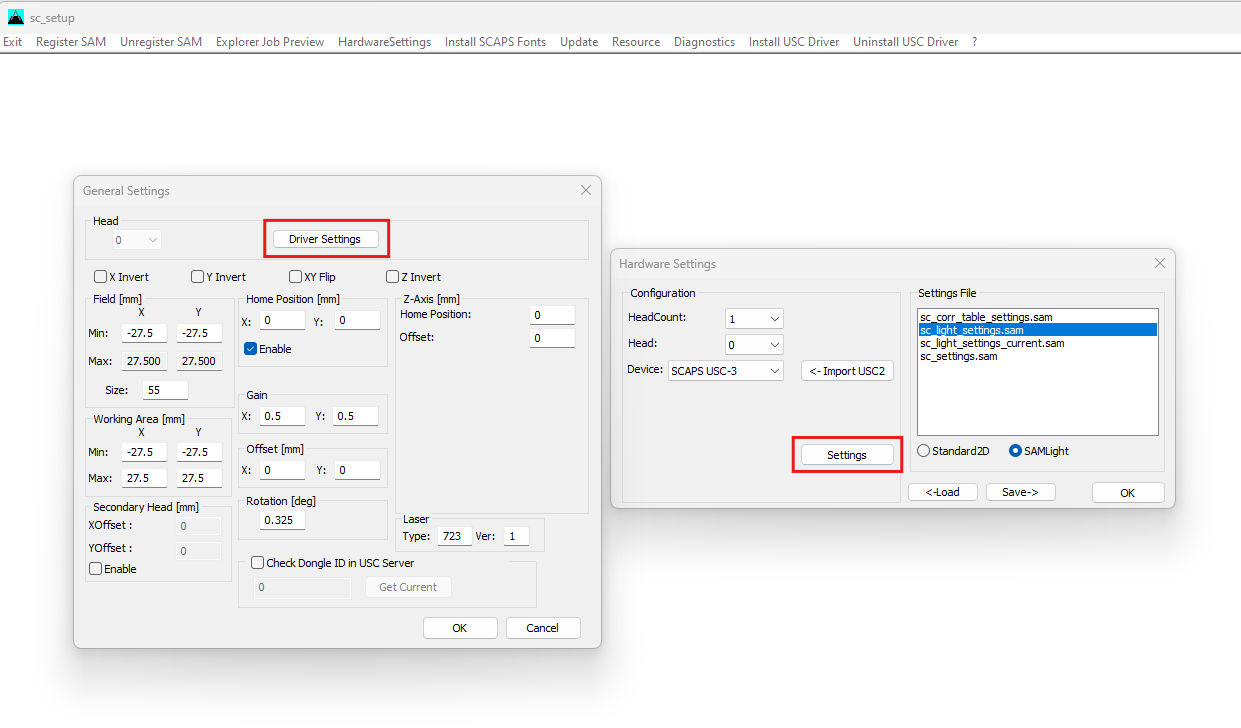
- Cliquez ensuite sur Settings, puis sur driver settings.
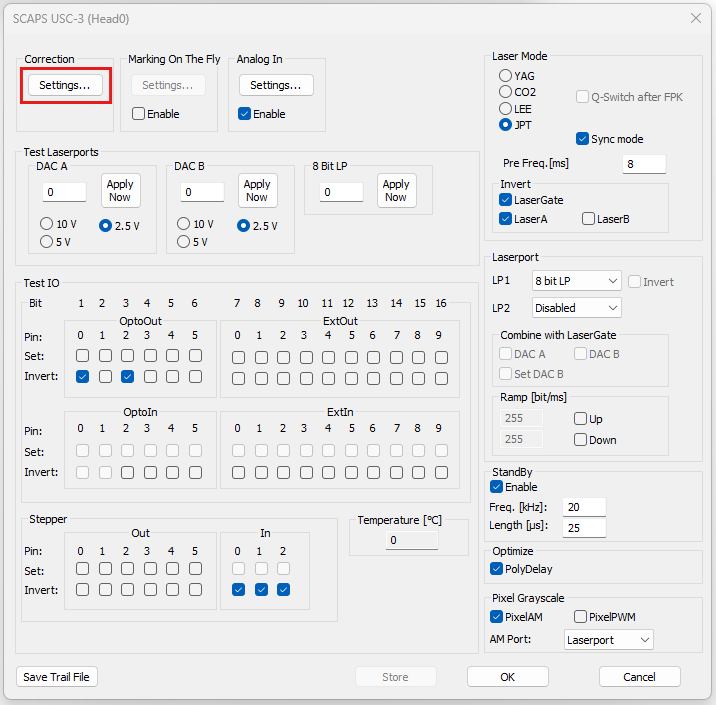
- Dans la section dédiée à la "correction" (en haut à gauche), cliquez sur settings.
- Importez votre fichier de correction optique (le fichier avec l'extension
.ucf) en utilisant le bouton Browse.
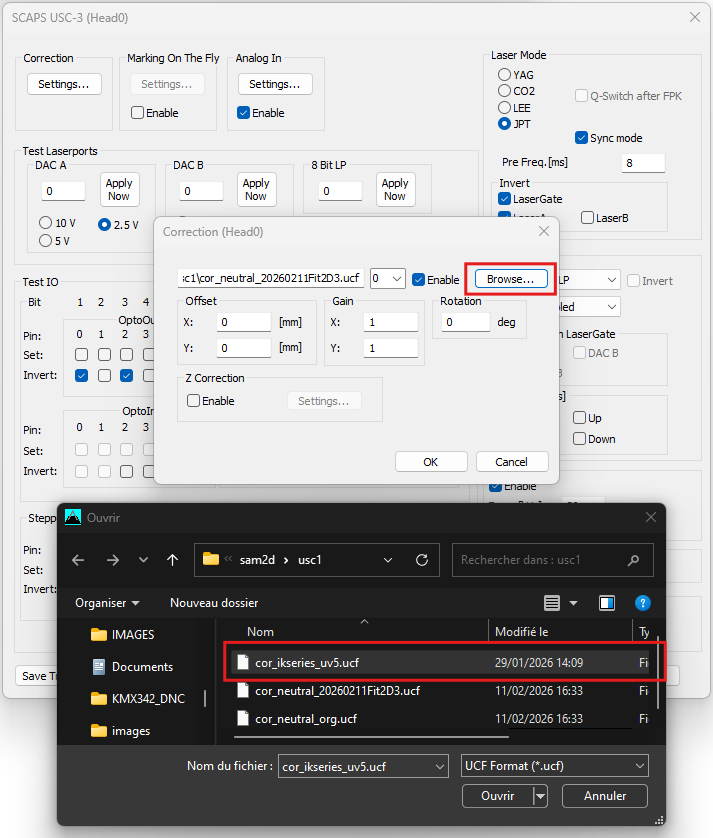
- Cliquez sur OK pour valider et revenir à la fenêtre "driver settings".
4.6 Configuration des Entrées et Sorties (Opto IN / Opto OUT)¶
Toujours depuis le menu "driver settings", vous avez la possibilité d'adapter la polarité des signaux d'entrée et de sortie selon les besoins de votre intégration. Pour modifier la polarité d'un signal, il suffit de cliquer sur le bouton INVERT correspondant.
Paramétrage des Sorties (Opto OUT)¶
- Comportement par défaut : Lorsqu'une sortie est à l'état 0, la carte envoie un signal de 24V.
- Opto OUT 0 : Cette sortie indique qu'un marquage est en cours. Vous pouvez modifier sa polarité si nécessaire en utilisant les checkboxs "invert" sous chaque sortie.
- Sorties 3, 4 et 5 : Ce sont les seules autres sorties que vous êtes autorisé à inverser.
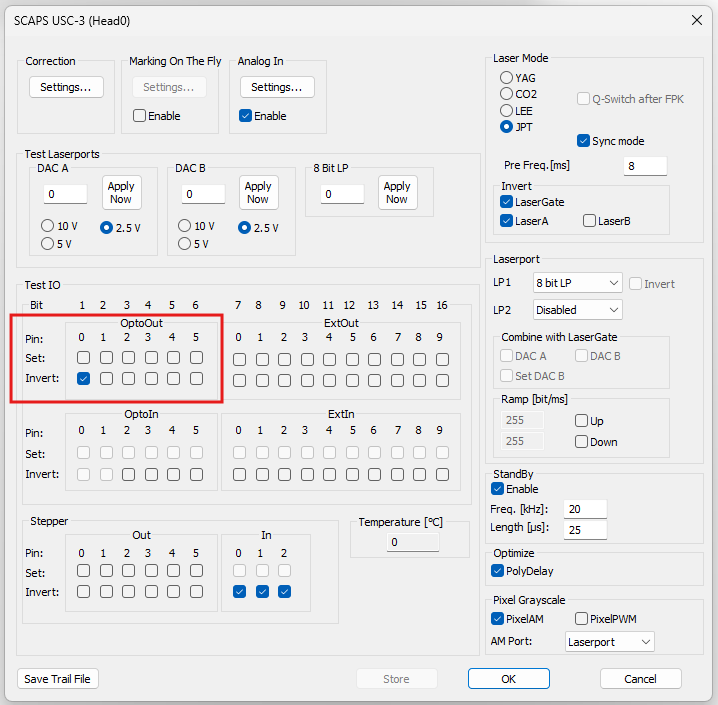
Attention
Il est impératif de ne pas toucher aux réglages des autres sorties sous peine de dysfonctionnement.
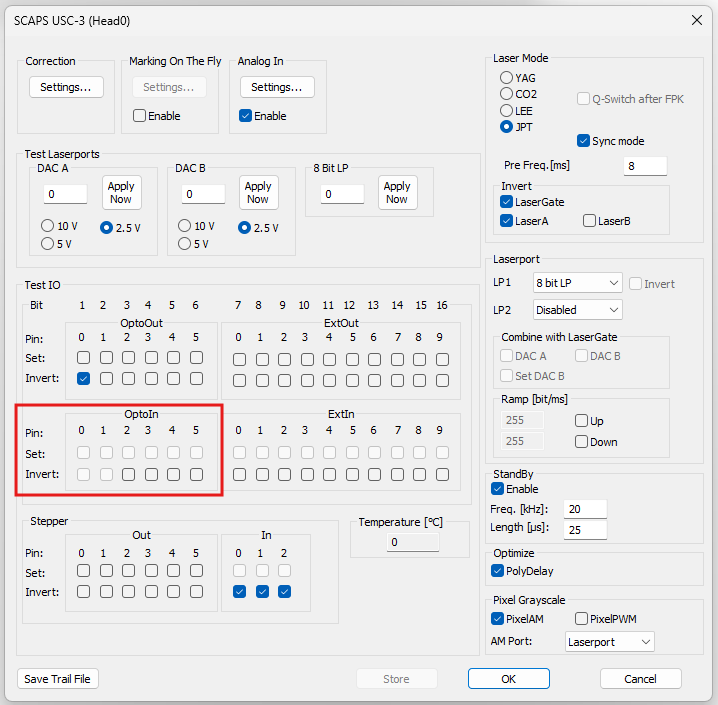
Paramétrage des Entrées (Opto IN)¶
- Comportement par défaut : Lorsqu'on envoie un signal de 24V sur une entrée, celle-ci passe à l'état 1.
- Opto IN 5 : Cette entrée indique que le laser est actif (boucle de sécurité armée et laser prêt à émettre). Vous pouvez choisir d'inverser la polarité de cette entrée selon vos besoins en utilisant la checkbox "invert" sous l'entrée 5.
- Opto IN 2, 3, 4 : Vous pouvez choisir d'inverser la polarité de ces entrées selon vos besoins en utilisant les checkboxs "invert" sous chaque entrée.
- Opto IN 0 et 1 (Prédéfinies) : Ces deux entrées ont des fonctions figées et dédiées au cycle. La polarité par défaut n'est pas modifiable :
- Opto IN 0 : Démarrage du marquage.
- Opto IN 1 : Arrêt du marquage.
Avertissement critique concernant le paramétrage
Les réglages détaillés dans les étapes précédentes (fichiers de configuration, fichier de correction optique et polarité des I/O autorisées) sont les seuls paramètres que vous devez modifier. Il est strictement interdit d'altérer les autres valeurs ou options présentes dans l'interface sc-setup ou driver settings. Toute modification non encadrée par cette notice expose le matériel à un risque élevé de dysfonctionnement et peut entraîner des dommages irréversibles au système laser.
4.7 Sauvegarde des paramètres et fermeture¶
Une fois la configuration des entrées et sorties terminée, il est indispensable de sauvegarder correctement vos modifications pour qu'elles soient prises en compte :
- Toujours dans la fenêtre "driver settings", cliquez sur le bouton Store.
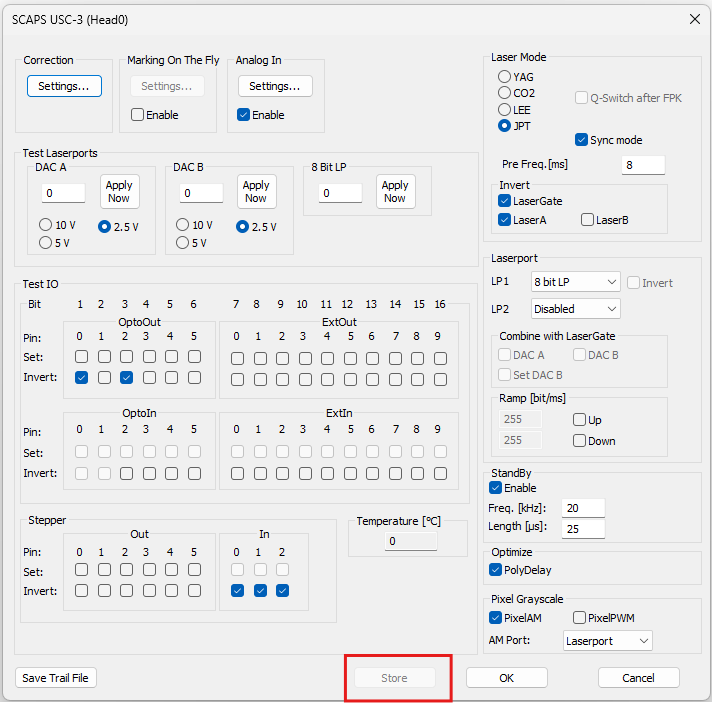
- Cliquez ensuite sur le bouton OK pour quitter le menu des paramètres du driver.
- Cliquez à nouveau sur OK pour fermer la fenêtre intermédiaire.
- Enfin, de retour dans la fenêtre principale "hardware settings", cliquez sur le bouton save pour enregistrer définitivement toute la configuration matérielle.
4.8 Changement de la langue du logiciel (Optionnel)¶
Pour terminer la configuration dans l'utilitaire, vous avez la possibilité de modifier la langue de l'interface de SAMLIGHT :
- Toujours depuis la fenêtre principale de l'utilitaire sc-setup, cliquez sur le menu resource.
- Une nouvelle fenêtre de dialogue s'affiche à l'écran.
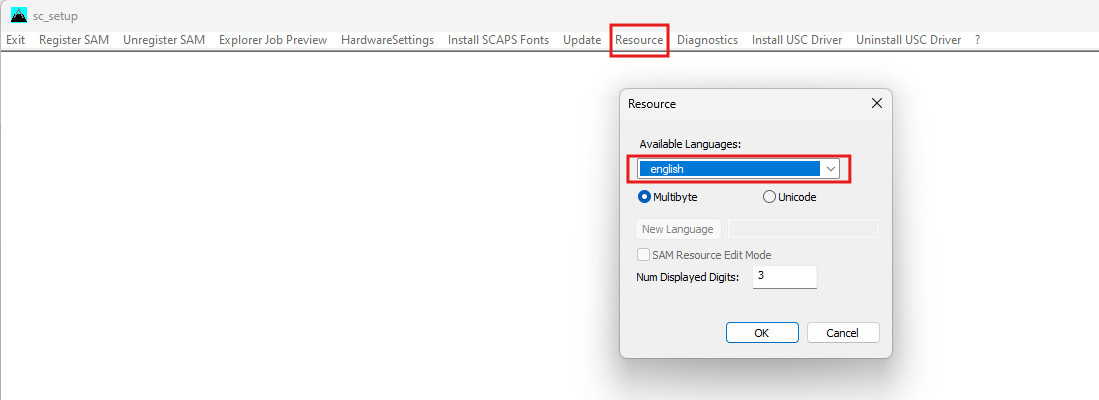
- Sélectionnez la langue souhaitée pour le système dans la liste proposée.
- Validez votre choix pour appliquer la modification.
Une fois cette dernière étape effectuée, vous pouvez fermer l'utilitaire sc-setup. L'installation et la configuration de base sont désormais terminées. Votre logiciel SAMLIGHT est prêt à être lancé !
5. Communication bi-directionnelle au travers d'un réseau industriel (Profinet, EtherNetIP, MQTT)¶
Ce chapitre détaille les procédures de communication et de pilotage du laser IK-SERIES UV 5 via une interface réseau Profinet, EtherNetIP ou MQTT. Il s'adresse aux intégrateurs, régleurs et automaticiens souhaitant automatiser le processus de marquage laser en environnement de production.
5.1. Introduction¶
Architecture et flux de travail¶
Le contrôle du système de marquage repose sur une architecture hybride, combinant la préparation graphique sur PC et le pilotage automatisé par automate programmable (API/PLC). Le processus global se déroule en plusieurs grandes étapes :
- Création et chargement des jobs : Les modèles de marquage (ou jobs) sont initialement créés, configurés et sauvegardés à l'aide du logiciel SamLight. Ils sont ensuite transférés et stockés directement dans la mémoire interne du laser.
- Interface de communication (Profinet/EtherNetIP/MQTT vers RS232) : Afin d'intégrer le laser dans un réseau industriel standard, les requêtes envoyées par l'automate transitent via le bus de terrain. Une passerelle matérielle convertit ensuite ces requêtes pour communiquer avec la carte de pilotage laser via son interface série RS232.
- Pilotage par commandes ASCII : Une fois les jobs en mémoire, l'automate prend le relais. Il contrôle le laser en envoyant des chaînes de caractères au format ASCII.
Capacités du pilotage automatisé¶
L'envoi de ces commandes ASCII à travers l'interface Profinet/EtherNetIP/MQTT vers RS232 permet une grande flexibilité en production. Il est notamment possible de :
- Gérer le cycle de marquage : Sélectionner un job précis en mémoire et déclencher son exécution.
- Modifier des données à la volée : Mettre à jour des informations dynamiques en temps réel juste avant le marquage, telles que des numéros de série, des dates, des codes d'équipe ou des références de pièces, sans avoir besoin de repasser par le logiciel SamLight.
5.2. Création du modèle de marquage (Job) sous SamLight¶
Avant de pouvoir piloter le laser depuis l'automate, vous devez créer le modèle de base du marquage, appelé un Job, à l'aide du logiciel SamLight. Ce fichier contiendra tous les éléments graphiques (lignes, logos) ainsi que les textes dynamiques qui seront mis à jour par l'automate. Ce job contient également les paramètres laser qui seront utilisés lors du marquage (puissance, fréquence, vitesse…).
5.2.1 Créer un nouveau Job et ajouter un texte¶
- Ouvrez le logiciel SamLight et créez un nouveau document vierge (
File > New Job). - Utilisez l'outil de création de texte pour placer une nouvelle entité sur votre zone de travail.
- Saisissez un texte par défaut (par exemple, "Texte_Test" ou "SN-0000"). Ce texte sert uniquement de repère visuel lors de la conception ; il sera de toute façon écrasé par la commande de l'automate lors de la production.
5.2.2 Paramétrage indispensable pour le pilotage automate¶
Pour que l'automate puisse "trouver" et modifier ce texte spécifique avec une commande ASCII (comme la commande TX vue précédemment), l'entité doit impérativement respecter deux conditions dans ses propriétés :
- Lui donner un nom d'entité unique : Sélectionnez votre texte dans SamLight. Dans le panneau des propriétés, cherchez l'onglet Entity Info (Informations de l'entité) et remplissez le champ Name (Nom). Exemple : Nommez-le
NumSerie1. C'est ce nom exact que l'automate ciblera dans sa ligne de commande (TX NumSerie1). - Désactiver l'incrémentation automatique : Si votre entité texte est configurée comme un numéro de série dynamique (type
ScSerialnumber2D), le laser ne doit pas incrémenter le compteur de lui-même, puisque c'est l'automate (le "maître") qui lui dictera la valeur à chaque cycle. Allez dans l'onglet Serial Number et assurez-vous que la valeur Inc. Value (Valeur d'incrément) est strictement réglée sur 0.
5.2.3 Sauvegarde¶
Une fois vos textes et logos en place, sauvegardez votre Job (par exemple sous le nom Job_N1.sjf). Ce fichier est maintenant prêt à être transféré dans la mémoire de la carte SCAPS.
5.3. Transfert du Job dans la mémoire du laser¶
Une fois le Job configuré dans SamLight, il doit être transféré physiquement dans la mémoire interne (Flash) de la carte de pilotage laser. Cela permet de déconnecter le PC et de laisser l'automate piloter le laser de manière 100% autonome.
5.3.1 Principe de l'Option Flash¶
L'option Flash du laser agit comme un disque dur interne. Les Jobs y sont sauvegardés sous forme d'emplacements numérotés (Index). C'est ce numéro d'index que l'automate appellera plus tard avec la commande JN.
5.3.2 Procédure de transfert depuis SamLight¶
- Ouvrir le Job : Assurez-vous que votre fichier (ex :
Job_N1.sjf) est bien ouvert et actif dans SamLight. - Accéder au menu Flash : Dans la barre de menus, ouvrez le menu
ExtraspuisFlash. - Sélectionner l'emplacement (Index) : Sélectionnez l'emplacement souhaité, par exemple le Job n°6.
- Attention : Mémorisez bien ce numéro. Si vous l'enregistrez sur l'emplacement 6, l'automate devra obligatoirement envoyer la commande
JN 6<CR>pour le charger.
- Attention : Mémorisez bien ce numéro. Si vous l'enregistrez sur l'emplacement 6, l'automate devra obligatoirement envoyer la commande
- Lancer le transfert : Cliquez sur le bouton
Job editor to Flash. Une barre de progression indiquera le transfert vers la carte SCAPS.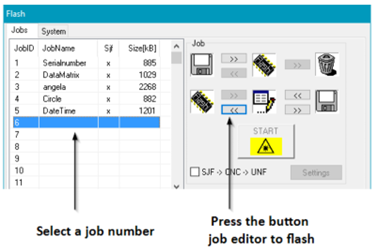
- Validation : Une fois le transfert terminé, le Job est stocké de manière non-volatile.
Note de mise en service
Lors des phases de test, si vous modifiez le design du marquage ou la position d'un texte dans SamLight, vous devez impérativement refaire cette manipulation d'enregistrement vers la Flash pour écraser l'ancien modèle.
5.4. Structure du protocole de communication¶
Pour interagir avec le laser, l'automate doit formuler ses requêtes en respectant une syntaxe stricte. Toutes les commandes utilisent le protocole FCI (Flash Command Interface) et sont basées sur des caractères ASCII.
Format général d'une requête¶
La forme générale pour envoyer des données au laser est la suivante :
<Commande> <Par1> <Par2> .. <ParN><CR>;
<Commande>: Le mnémonique de la commande (ex:JN). Les commandes sont insensibles à la casse.<Par1>à<ParN>: Les paramètres de la commande séparés par un espace.<CR>;: Le caractère de fin de ligne (Carriage Return, code ASCII 13 ou0x0Den hexadécimal). Ce caractère est obligatoire.
Gestion des réponses et temporisation¶
Chaque commande envoyée génère une réponse de la part de la carte.
- Règle d'or : Il est strictement interdit d'envoyer une nouvelle commande tant que la réponse de la commande précédente n'a pas été entièrement reçue par l'automate.
- L'automate doit implémenter des boucles de temporisation (time-out). Sauf indication contraire, la carte répond en quelques millisecondes.
- Une réponse réussie commence par le code
0:.
5.5. Exemples de commandes courantes¶
Voici les commandes ASCII les plus couramment utilisées pour un cycle de production automatisé.
Sélectionner un Job (JN) : Charge en mémoire active un job préalablement transféré sur la carte.
• Syntaxe : JN
• Exemple d'envoi : JN 1<CR> (Sélectionne le job numéro 1)
• Réponse attendue : 0:<CR> (Succès)
Lancement du marquage (M) : Démarre le process de marquage du job sélectionné.
• Syntaxe : M 1<CR>
• Exemple d'envoi : M 1<CR> (Démarre le marquage)
• Réponse attendue : 0:<CR> (Succès)
• Note : M 0<CR> permet d'arrêter le marquage.
Modification d'un numéro de série (TX) : Modifie le contenu de l'entité texte sélectionnée.
• Syntaxe : TX
• Exemple d'envoi : TX NumSerie1 SN-2026-1234<CR>
• Réponse attendue : 0:<CR> (Le texte est mis à jour en mémoire)
6. Configuration de la Passerelle Profinet¶
Introduction et principe de fonctionnement
Afin de permettre une communication fluide avec l'automate (API), ce laser de marquage intègre en interne une passerelle de communication réseau.
Le rôle de cette passerelle est d'assurer la conversion bidirectionnelle entre le protocole industriel Profinet (côté automate) et la liaison série RS232 (côté laser).
- Côté Automate (Profinet) : Les données sont envoyées et reçues sous forme de trames d'octets (Hexadécimal) via la table d'échange.
- Côté Carte de commande du Laser (RS232) : Le contrôleur interne du laser ne comprend et n'attend que des caractères ASCII.
La passerelle configurée dans ce document va donc se charger de traduire les trames Profinet envoyées par l'automate en commandes ASCII compréhensibles par le laser (et inversement pour les retours d'état).
6.1 Prérequis¶
Téléchargement requis
Vous pouvez télécharger le logiciel et le dossier de configuration en un seul clic : 📥 Télécharger le package Profinet (Logiciel + Configuration)
Avant de commencer, assurez-vous de disposer des éléments suivants :
- Le logiciel Compositor SW67601 installé sur votre PC.
- Le dossier de configuration nommé
IKSERIESfourni avec la documentation. - Un PC configuré avec une adresse IP fixe définie sur
192.168.0.1. - Un câble Ethernet standard.
6.2 Connexion physique et préparation des fichiers¶
- Connectez le câble Ethernet entre le port réseau de votre PC et le port Ethernet identifié "Laser" sur la machine.
- Mettez le laser sous tension.
- Sur votre PC, copiez le dossier de configuration
IKSERIES. - Collez ce dossier dans le répertoire d'installation du logiciel, à l'emplacement suivant :
C:\Program Files (x86)\ADFweb\Compositor_SW67601\Projects
6.3 Chargement et paramétrage de la configuration¶
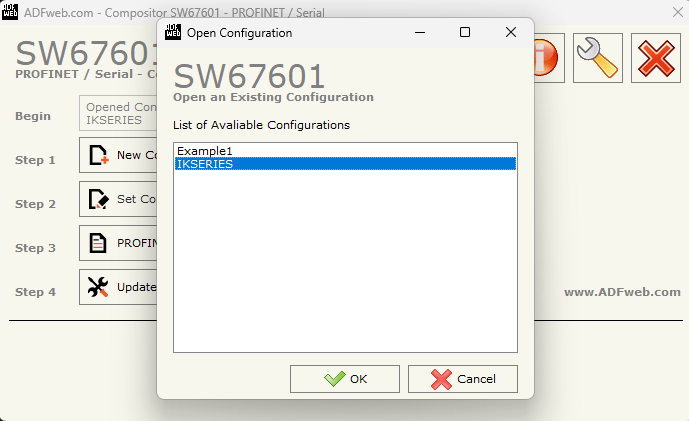
- Ouvrez le logiciel Compositor SW67601.
- Cliquez sur le bouton Open configuration.
- Sélectionnez la configuration
IKSERIESdans la liste et validez.
- Cliquez ensuite sur le bouton Set communication.
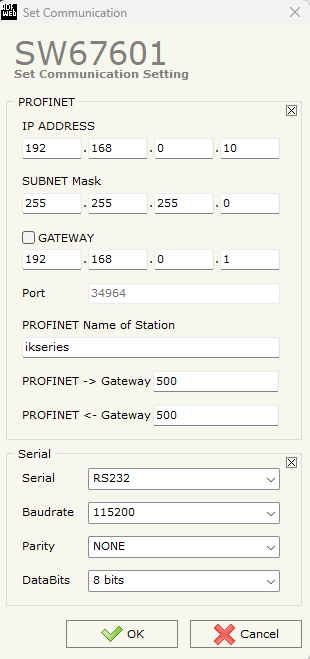
- Dans la section Profinet, renseignez l'IP Profinet souhaitée pour la passerelle ainsi que le masque de sous-réseau (ce dernier peut généralement être laissé par défaut).
- Dans la section RS232, vérifiez que les paramètres de communication sont configurés comme suit (ne les modifiez pas) :
- Port : RS232
- Baudrate : 115200
- Parity : NONE
- Data Bits : 8 bits
- Cliquez sur OK pour valider les paramètres.
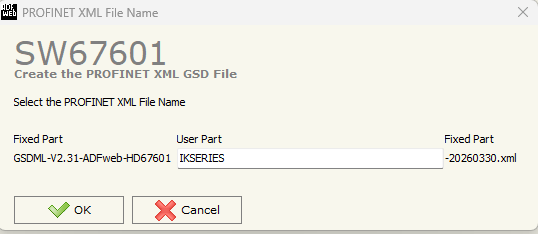
6.4 Création du fichier GSDML¶
- Dans le menu principal, cliquez sur le bouton Profinet XML.
- Choisissez l'emplacement de sauvegarde sur votre PC et enregistrez le fichier GSDML (ce fichier sera nécessaire plus tard pour l'intégration dans le logiciel de l'automate).
6.5 Transfert de la configuration vers le laser¶
- Cliquez sur le bouton Update device.
- Saisissez l'adresse IP de la passerelle.
Attention
Lors de la première configuration (sortie d'usine), l'adresse IP par défaut à renseigner est 192.168.0.10. Si vous effectuez une modification ultérieurement, il faudra renseigner l'adresse IP Profinet que vous avez définie à l'étape 3.
- Cliquez sur le bouton PING.
- Si la communication est établie, le logiciel affichera le message Device Found.
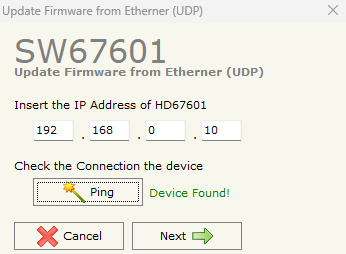
- Cliquez alors sur NEXT, puis sur Execute update firmware.
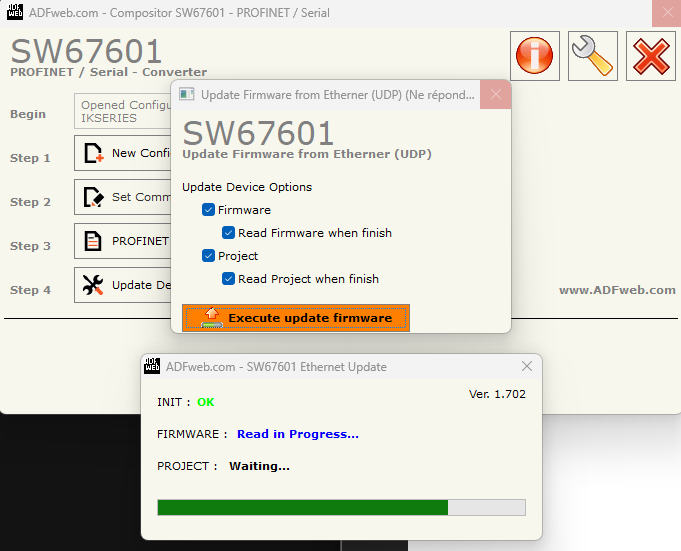
- Patientez jusqu'à la fin du transfert de la configuration.
- Une fois l'opération terminée, débranchez le câble Ethernet du PC et connectez le port "Laser" directement à votre réseau automate (API).
6.6 Intégration du module dans l'automate (Fichier GSDML)¶
Prérequis pour cette étape :
- Le laser est sous tension.
- Le câble Ethernet relie désormais l'automate (API) au port "ETH LASER" de la machine.
- La passerelle a été configurée avec succès (voir l'étape 5).
Procédure d'intégration matérielle :
- Ouvrez le logiciel de programmation de votre automate.
- Accédez au gestionnaire de fichiers de description d'appareils et importez le fichier GSDML que vous avez généré et sauvegardé à l'étape 4.
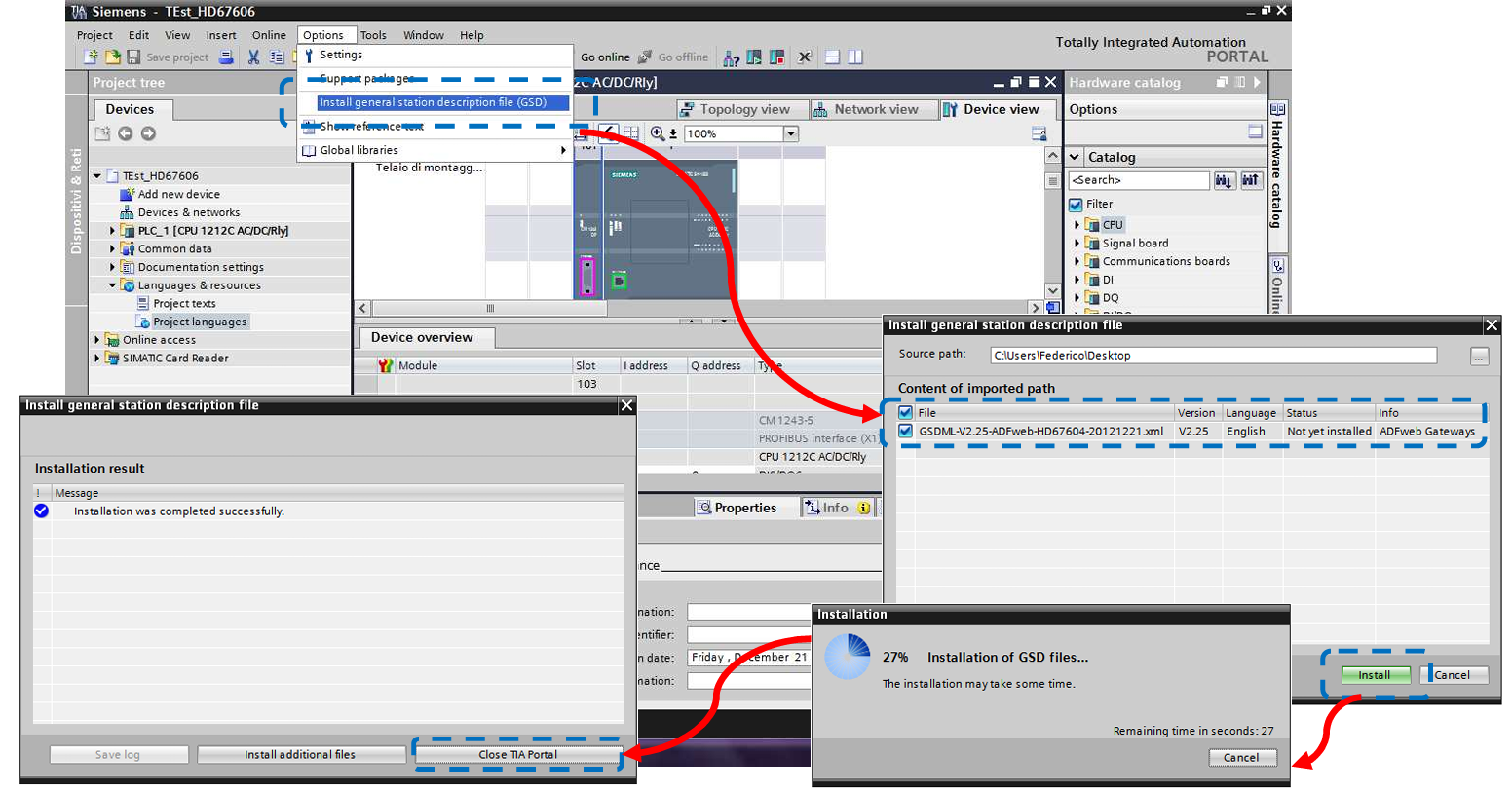
- Installez le fichier GSDML pour l'ajouter au catalogue matériel de votre logiciel.
- Dans la vue réseau ou configuration matérielle de votre projet, ajoutez le nouveau module Profinet (correspondant au laser) à votre réseau.
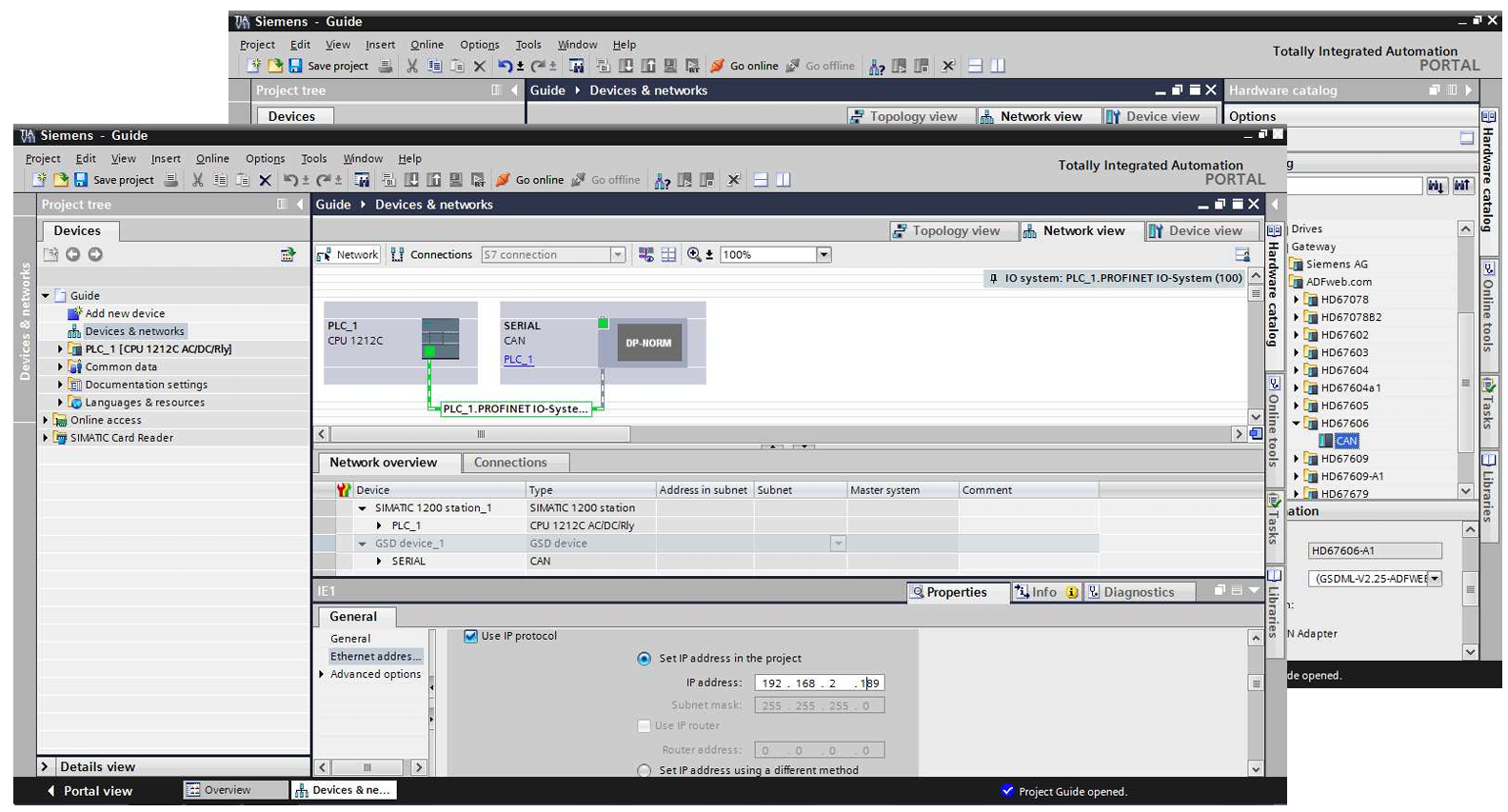
- Accédez aux propriétés du module nouvellement ajouté pour configurer ses paramètres réseau :
- Adresse IP : Renseignez l'adresse IP Profinet configurée précédemment dans la passerelle.
- Nom d'appareil (Device Name) : Attribuez le nom Profinet au module (assurez-vous que ce nom correspond aux attentes du réseau de votre automate).
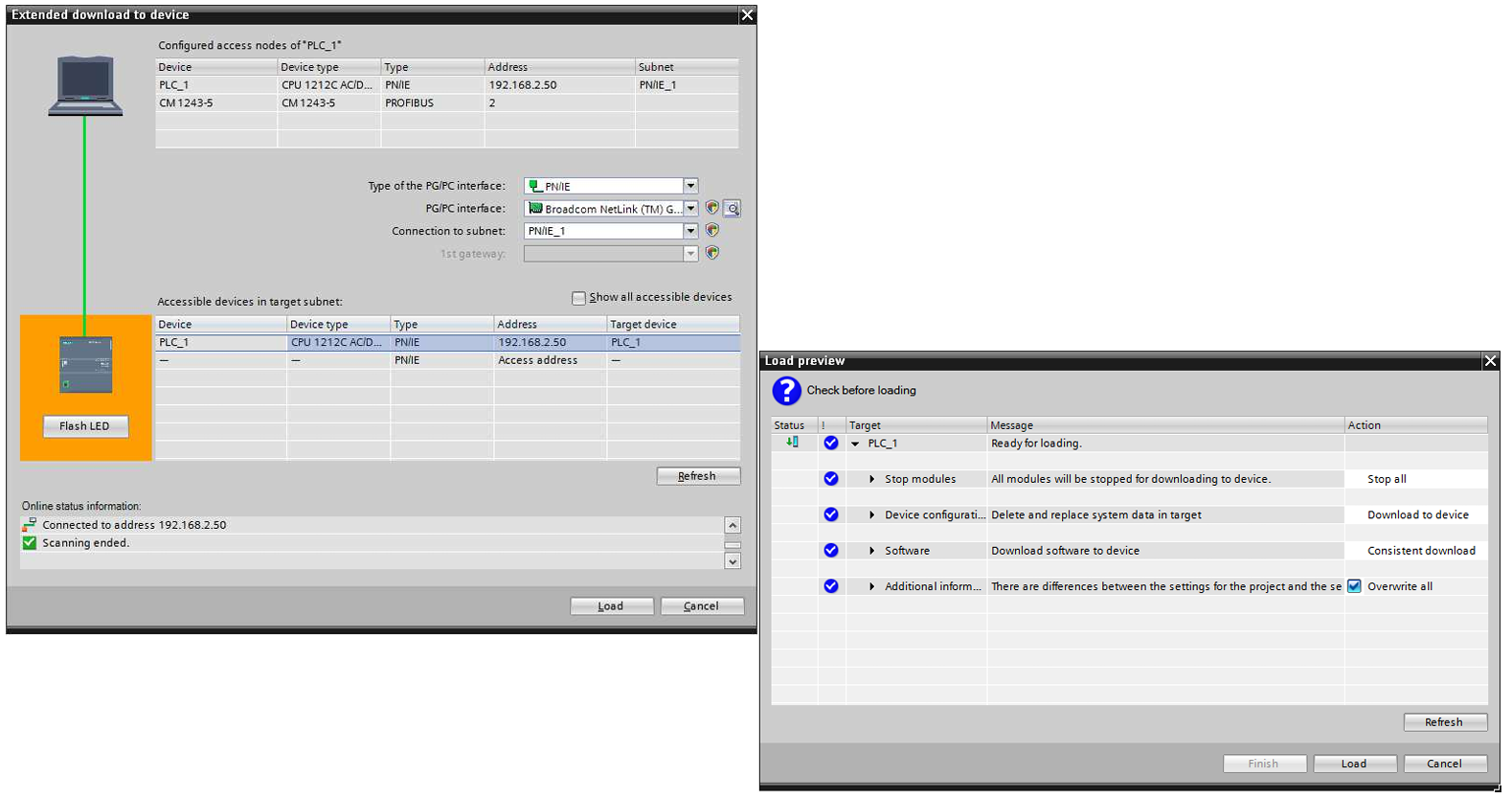
- Une fois la configuration matérielle terminée, chargez (téléchargez) la configuration matérielle dans l'automate.
6.7 Communication et structure de la table d'échange (Envoi de commandes)¶
Une fois le module intégré, la communication entre l'automate et le laser s'effectue via l'échange d'octets de données. L'automate doit envoyer les commandes ASCII attendues par le laser sous forme de trames hexadécimales.
Exemple d'application : Commande "Lancer le marquage"
Pour lancer un marquage, le laser attend la commande ASCII M 1 suivie d'un retour chariot. Voici comment structurer la trame de sortie (Output) dans la table d'échange de l'automate pour envoyer cette commande :

Décryptage de la trame envoyée au laser :
- Octet 0 :
16#00ou16#80> Octet de contrôle (Bit de basculement / Toggle bit). - Octet 1 :
16#04> Longueur de la commande utile (ici, 4 octets vont suivre). - Octet 2 :
16#4D> Code hexadécimal du caractère ASCII "M". - Octet 3 :
16#20> Code hexadécimal du caractère ASCII "Espace". - Octet 4 :
16#31> Code hexadécimal du caractère ASCII "1". - Octet 5 :
16#0D> Code hexadécimal de fin de trame (CR - Carriage Return).
IMPORTANT - Mécanisme de déclenchement (Toggle)
Pour que la passerelle et le laser prennent en compte une nouvelle exécution de commande, la valeur du premier octet (Octet 0) doit obligatoirement basculer entre 16#00 et 16#80 à chaque nouvel envoi.
- Envoi n°1 : Octet 0 =
16#00 - Envoi n°2 : Octet 0 =
16#80 - Envoi n°3 : Octet 0 =
16#00 - Et ainsi de suite...
Si la valeur de cet octet ne change pas par rapport à l'envoi précédent, la commande sera considérée comme déjà traitée et ignorée par le système.
6.8 Lecture des réponses du laser (Table d'échange en entrée)¶
De la même manière que pour l'envoi de commandes, le laser transmet ses retours d'état et ses réponses à l'automate via une trame de données entrantes (Input).
Exemple de réception : Le laser renvoie "0:"
L'image ci-dessous illustre la structure de la table d'échange lors de la réception de la chaîne de caractères 0:.
Précision importante
Dans la syntaxe du laser, le retour 0: signifie que la commande précédente a été reçue et exécutée correctement (le "0" correspondant au code "Success").

Décryptage de la trame reçue depuis le laser :
- Octet 0 (ex.
%IB64) :16#20> Index de réponse (Octet de contrôle / Toggle de réception). - Octet 1 (ex.
%IB65) :16#03> Nombre de caractères utiles de la réponse (ici, 3 octets vont suivre). - Octet 2 (ex.
%IB66) :16#30> Code hexadécimal du caractère ASCII "0" (Code de statut). - Octet 3 (ex.
%IB67) :16#3A> Code hexadécimal du caractère ASCII ":" (Séparateur). - Octet 4 (ex.
%IB68) :16#0D> Code hexadécimal de fin de trame (CR - Carriage Return).
Note pour la programmation (Gestion de la réception)
Tout comme pour l'envoi, l'Index de réponse (Octet 0) est crucial. La valeur de cet octet va changer à chaque nouveau message envoyé par la passerelle. Pour traiter correctement les réponses du laser, le programme automate doit surveiller un changement de valeur sur cet octet.
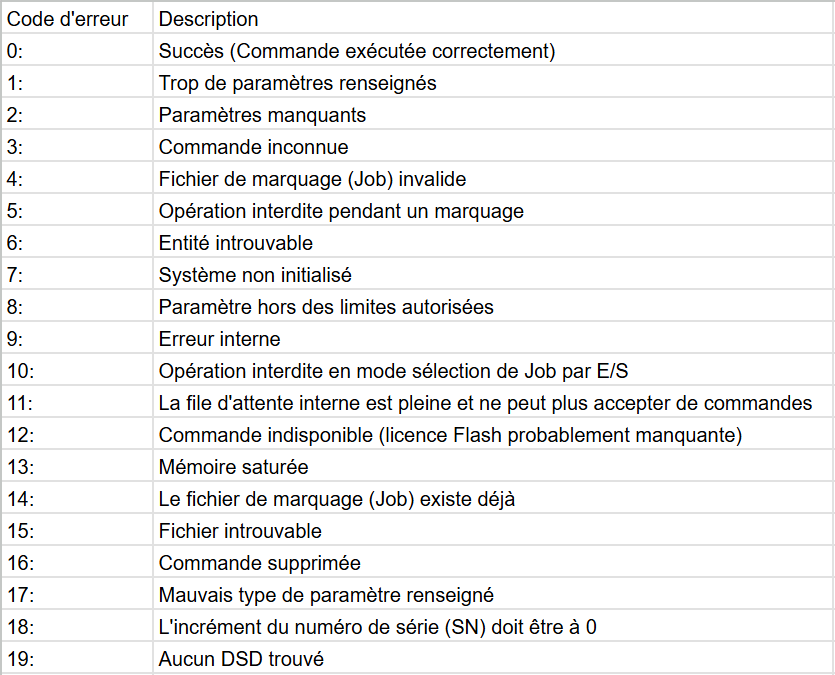
6.9 Tableau des codes de retour et d'erreurs du laser¶
Lorsque le laser répond à une commande, le premier caractère de sa réponse (avant les éventuelles données) correspond à un code d'état. Voici le tableau récapitulatif des codes de retour possibles pour faciliter le diagnostic dans l'automate :